
大型钣金冲压连续模具制作技术,格力大金告诉你

大型钣金冲压连续模具要求更高更精,高精度定位模具连续生产,产品市场量大,连续模具高速生产需求越来越多,应用越来越广泛。随之对应需求的高速生产大型连续模的开发越来越紧迫,作为国际领先钣金冲压连续模具厂家格力大金通过经验的积累,在大型连续模技术的研发运用及技术的沉淀也占有优势。
大型钣金冲压连续模具的生产特点:1、比工程模更好地保证冲压件的外观和尺寸精度要求;2、生产速度快,每分钟至少生产35件,比工程模生产更有效率;3、生产设备可以得到精简,减少人员操作,甚至做到无人操作自动化生产;
大型钣金冲压连续模具的制作特点:1、模具设计要求送料顺畅,各工序定位要求更高,无擦伤,无阻挡顺畅出料,油、气、电设备应用相结合;2、比工程模加工精度要求更高,零件及模板加工尺寸要求更高;3、组装设备、场所要求大,起重设备要求更改,操作组装人员要求经验丰富;
下面分别从产品的成型分析、模具排样成型方案,模具结构和成型优化方面给大家分享钣金冲压连续模如何优化。产品名称:空调外机左右侧板,材料:G90,产品外形尺寸:长527X宽241X高66(料厚0.66MM)。
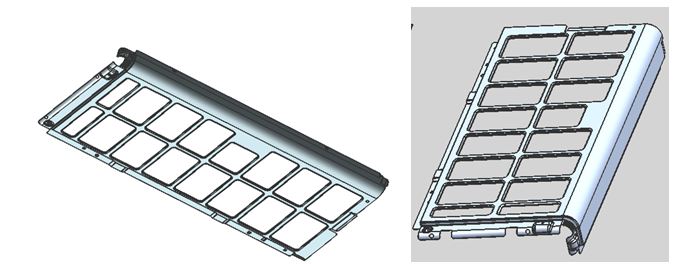
1、产品成型分析:GDM采用moldflow对产品进行成型模流分析,提前预知产品成型开裂,起皱部位,合理布局工艺,确认产品成型回弹量等因素;
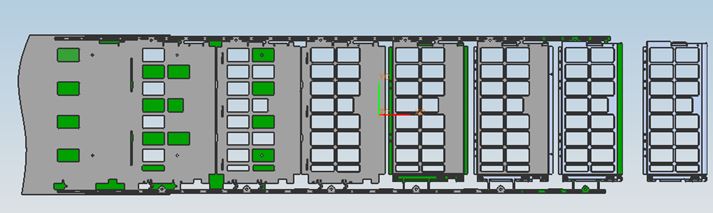
2、工序成型方案:GDM常用全3D模具设计,对产品工序,模具结构图等直观明了地反映,避免出现漏工序,漏成型,漏避位干涉等现象,做到一次性试模OK等优异的成绩,满足客户短交期的需求;
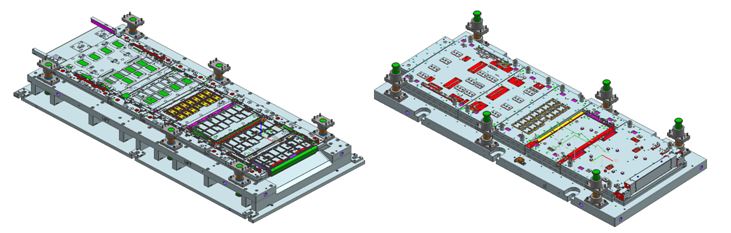
3、模具结构设计:模具设计主要考虑料带在模具上能顺畅生产,模具全长2.5米,宽为1.0米,为保证模具定位更高,保证使用寿命等,模具采用6组外导柱导套导向定位,各组板较大,约700左右的模板大小,采用4组D25内导柱定位,满足定位精度要求;模具稳定送料生产,必须要有良好的导向,改模采用了大型导料块导向送料已经适当的浮料块,保证料带平稳前进;不仅如此,产品冲孔和成型时,模具内部布满了D8.05的引导针和精密的定位块定位,让产品成型时不走料,稳定成型,完成每一步成型;为满足高行程高压缩量的大型连续模具,我们采用了氮气弹簧,能让模具使用寿命更长,成型更加稳定。
格力大金拥有大型钣金冲压连续模具套解决方案的技术与装备,为顾客产品项目提供一站式的服务。欢迎您拨打0756-8593098或咨询右侧在线客服,格力大金—为您提供模具产品项目解决之道!进入格力大金官网http://www.gd-mold.com.cn/了解更多。
- 格力大金模具被评定2015年度纳税信用等级A级企业 2018-12-17
- 精密模具制作,格力大金每一平凡岗位铸造不平凡自我 2018-12-17
- 冲压模具,就这么轻而易举学会了 2018-12-17
- 连续冲压模具如何自动化生产 2018-12-17
- 模具加工厂如何实现去库存,耗呆滞,降成本管理 2018-12-17
- 车灯模具厂家格力大金再次荣获“安全生产标准化二级企业(机械)”荣誉证书 2018-12-17
- 格力大金工艺改善保质量降成本加工 2018-12-17
- 模内攻牙技术在钣金冲压模具自动化生产中高效应用 2018-12-17
- 万江航空 汽车精密冲压模具 2018-12-17
联系方式
- 地址:广东省珠海市香洲区金鸡路688号
- 邮编:519000
- 电话:0756-8593047
- 销售经理:陈小姐
- 手机:18025090266
- 传真:0756-8522099
- QQ:3238792020
- Email:greedaikinmold@163.com